Po zamontowaniu części aktywnej transformator osiąga ostatnią fazę produkcji.
Montaż końcowy obejmuje:
- Suszenie końcowe części aktywnej
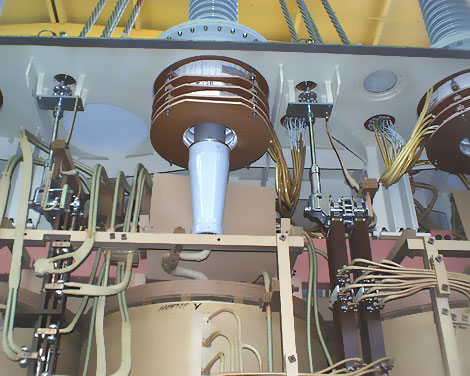
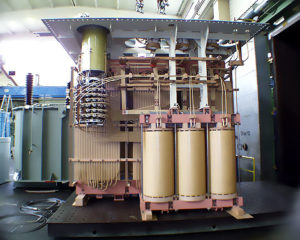
Aby uzyskać wilgotność mniejszą niż 0.5% masy materiału izolacyjnego, zespół rdzenia i cewki musi zostać poddany suszeniu zanim jednostka zostanie zamontowana w kadzi i napełniona olejem. SGB stosuje metodę suszenia przez odparowanie w celu usunięcia resztek wody z materiału izolacyjnego (ewaporacja). - Po zakończeniu procesu suszenia, uzwojenia są ostatecznie ściskane, wszystkie połączenie śrubowe są ponownie dociągane i dokonywana jest ostateczna kontrola wzrokowa zespołu rdzenia i cewki.
- W celu uniknięcia niepotrzebnego, zbyt długiego kontaktu z warunkami atmosferycznymi, wszystkie prace przy montażu końcowym wykonywane są natychmiast, a jednostka umieszczana jest w kadzi w ciągu 10 do 14 godzin.
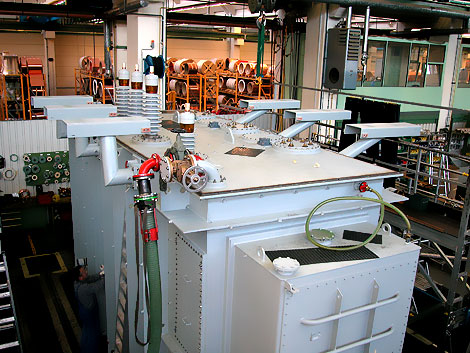
- Następnie zakłada się pokrywę transformatora przykręcając ją za pomocą śrub albo spawając do kadzi.
- Po uszczelnieniu kadzi transformator poddaje się działaniu próżni w celu usunięcia resztek wilgoci.
- Podczas procesu próżniowego dokonuje się ciągłego pomiaru punktu rosy, aby zapewnić jak najmniejszą wilgotność wewnątrz kadzi. Po uzyskaniu wymaganej próżni transformator zalewa się olejem izolującym.
- Olej transformatorowy utrzymywany jest pod nadciśnieniem o wartości 1 bar przez 48 godzin, co jest elementem standardowego programu produkcji. Gwarantuje to brak wycieków z kadzi.
- Ostatnim krokiem w zakładzie jest montaż oraz instalacja wszystkich akcesoriów oraz kontrola takiego wyposażenia jak:
- Przyrządy pomiarowe
- Szafka sterownicza
- Wentylatory chłodzenia
- Przewód zasilający
- Silniki elektryczne
- itd.